



Manufacturing Methods of Titanium Rods

Manufacturing Methods of Titanium Rods
Introduction to Titanium Rods
Titanium rods and round bars are made from a corrosion-resistant material that has one of the highest strength-to-weight ratios of all metals. Due to the wear resistance, corrosion resistance, high-temperature resistance, and non-magnetic properties of titanium rods, it is used in the main parts of equipment, shaft body, solid parts, mixing shaft, etc.
In addition, titanium rods have the characteristics of high strength, good toughness, low modulus of elasticity, and compatibility with the human body, and are widely used in the medical industry.

Fig. 1 Manufacturing Methods of Titanium Rods
The Manufacturing Process of Titanium Rods
The forging material of the titanium rod is mainly pure titanium and titanium alloy of various compositions, and the original state of the material is titanium rod, titanium ingot, metal powder, and liquid metal.
The ratio of the cross-sectional area of the metal before deformation to the cross-sectional area after deformation is called the forging ratio. Proper selection of forging ratio, reasonable heating temperature and holding time, reasonable initial forging temperature, and final forging temperature, and reasonable deformation, and deformation speed is closely related to improving product quality and reducing cost.
Generally, small and medium-sized forgings use round or square bars as blanks. If the grain structure and mechanical properties of the bar are uniform and good, the shape and size are accurate, and the surface quality is good, it is convenient for mass production. As long as the heating temperature and deformation conditions are properly controlled, high-quality forgings can be forged without requiring large forging deformation.
On aircraft, titanium alloy is mainly used to manufacture the main force members such as girders, landing gears, hubs, and joints. Titanium alloy is mainly used to manufacture adapter rings, scraper fans, compressor discs, and blades on the engine.
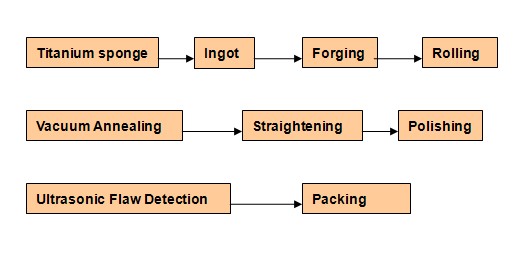
Fig. 2 Titanium bar process
7 Manufacturing Methods of Titanium Rods
Titanium rods are widely used in aerospace, medical, chemical, and other industries due to their high strength, corrosion resistance, and biocompatibility. The manufacturing methods of titanium rods primarily include the following:
1. Melting and Casting
- Vacuum Arc Melting (VAR): This is the most common method for producing titanium rods. Titanium sponge and alloying elements are melted in a vacuum or inert gas environment to form an ingot, which is then processed into rods.
- Electron Beam Melting (EBM): High-energy electron beams are used to melt titanium in a vacuum, producing high-purity titanium ingots.
- Plasma Arc Melting (PAM): Plasma arcs are used to melt titanium, suitable for producing large-sized titanium ingots.
 [1]
[1]
Fig. 3 Schematic procedure of vacuum arc remelting
2. Hot Forging
- Titanium ingots are heated to a specific temperature and then forged into rods using forging equipment. This method improves the density and mechanical properties of the titanium rods.
3. Hot Rolling
- Heated titanium ingots are rolled into rods through multiple passes in a rolling mill. Hot rolling is suitable for large-scale production and can produce titanium rods of various diameters.
4. Cold Drawing
- Titanium rods are drawn through dies at room temperature to achieve the desired diameter and surface finish. This method enhances the dimensional accuracy and surface quality of the rods.
5. Extrusion
- Heated titanium billets are forced through a die to form rods. Extrusion can produce complex cross-sectional shapes and is suitable for high-strength titanium alloys.
6. Powder Metallurgy
- Titanium powder is pressed into a billet and then sintered at high temperatures to form a solid rod. This method is suitable for producing near-net-shape components and complex alloys.
7. Additive Manufacturing (3D Printing)
- Titanium powder is selectively melted layer by layer using laser or electron beam technology to form a rod. This method is suitable for producing complex geometries and customized components.
After forming, titanium rods undergo heat treatment (e.g., annealing, aging) to enhance mechanical properties and microstructure. Surface treatments like polishing, pickling, anodizing, or coating improve corrosion resistance and surface quality. Finally, rigorous inspections, including dimensional checks, mechanical testing, and non-destructive testing (e.g., ultrasonic), ensure they meet required standards.
How to Reduce Forging Pressure?
If the conventional forging method is used in the processing of titanium alloy rods since the forging temperature range is only about 100 degrees Celsius, the deformation disturbance force increases sharply with the temperature drop of the billet during the forging process, and a large tonnage forging press is required.
To produce titanium rod segments, it is only necessary to use a single secondary sham to reduce the forging pressure. The result is easy to move to the edge of the high-strength wave in the middle, which increases the difficulty of filling the high-gluten.
To this end, effective process measures are required, such as increasing the cross-heating temperature of the crossbar to reduce temperature drop; using glass lubricant to prevent surface contamination and improve metal flow. It is effective to add a process positioning boss. The first fire is used for forging the skin with two fires, and the high-strength groove is set on the lower mold with the positioning boss.
By using the boss positioning, the time for the metal filling the high-gluten portion to contact the mold wall is greatly reduced, the cooling effect of the mold is slowed down, and the filling property of the titanium rod is improved. On the 25t-m pair of hammers, the titanium rod members of the "square" aircraft with a length of 1395mm and a projected area of 0.2 square meters can be successfully forged.

Fig. 4 Titanium Alloy Rod
Electrochemical Polishing
Titanium bar processing and rolling is the purpose of obtaining a bright appearance by grinding parts and abrasives in dilute acid or a dilute alkali with an emulsifier (or corrosion inhibitor) and following the rotation of the drum. It is suitable for the handling of small parts and difficult to polish and polish parts. Proper selection of rolling standards improves productivity and quality.
1. The Shape of The Drum
The shape of the drum includes a circle, a hexagon, an octagon, etc., and the utility of the polygon is good. This is because the radius of the barrel wall is not equal to the axis, and there is a certain point of view, so the rolled parts are easy to change the orientation, the timing of mutual collision increases, the grinding is uniform, and the efficiency is high so that the rolling moment can be shortened.
2. The Scale of The Drum
The length of a pattern drum is 600-800 mm. The second pattern is 800-1500 mm, which is usually better. This is because the pressure and friction of the parts in the drum are large, so the amount of cutting is also increased. However, for those parts that are subject to pressure and deformation, a small roller can be used and the length of the roller can be increased.
1) Roller Data
There is a direct connection between the rotational speed of the drum and the amount of scraping off the part, that is, the faster the rotational speed, the greater the cutting of the metal appearance. However, when the speed exceeds a certain upper limit, it will fall. When the rotational speed is too fast, the centrifugal force of the part in the drum increases, and the frictional force is reduced. The speed is usually controlled at 45r/min.

Fig. 5 Titanium rods
2) Rolling Abrasives and Solutions
Rolling abrasives include pumice, quartz, granite corners, shells, iron filings, and ceramic chips. The size of the abrasive particles should be larger or smaller than each hole of the element. The amount of drum contents is also an important factor affecting the quality of the agricultural surface of the part. The amount of the drum inside is usually 70% of the drum volume. For heavier titanium rods to machine titanium parts or threaded parts, the loading should be controlled at 80%-90%.
The solution in the drum should be added to about 95% of the volume of the drum. (Note: When adding an acidic solution to the drum, the water should be added first, then add acid to avoid corrosion of the parts during the rolling process because of increases in the time and the gradual decreases of concentration of the internal solution)
Therefore, at intervals, the concentration of the solution should be changed and replaced, and the rolling time should not be too long, otherwise, the parts will be damaged. That is, use a brush to remove the burrs, sputum, residual oil, and corrosion sludge on the exterior of the part, and make the part have a certain luster. It must be pointed out that elastic, rigid, or thin-walled parts should be removed in time after the end of the rolling. Otherwise, it will cause hydrogen permeation or partial over-corrosion.
Conclusion
Thank you for reading our article and we hope it can help you to have a better understanding of the manufacturing methods of titanium rods. If you want to know more about titanium products, you can visit Advanced Refractory Metals (ARM) for more information.
Reference:
[1] Brenk, Janik & Hassan Pour, S. & Spiess, Peter & Friedrich, Bernd. (2016). Examination of an alternative method for the pyrometallurgical production of copper-chromium alloys. IOP Conference Series: Materials Science and Engineering. 143. 012016. 10.1088/1757-899X/143/1/012016.
REVIEWS
{{viewsNumber}}
Thought On "{{blogTitle}}"
{{item.name}}
{{item.created_at}}
{{item.content}}
LEVE A REPLY
Comment
Name
*
Email
*
{{item.children[0].name}}
{{item.children[0].created_at}}
{{item.children[0].content}}
{{item.name}}
{{item.created_at}}
{{item.content}}
More Replies
LEAVE A REPLY
Comment
*
Name
*
Email
*
SUBSCRIBE OUR NEWSLETTER
Your Name
*
Your Email
*
Success ! You're now subscribed
You've been successfully subscribed! Check your inbox soon for great emails from this sender.
Our Latest News
Tel : (949) 407-8904
Address : 1940 East Deere Avenue, Suite 100, Santa Ana, CA 92705, U. S. A
Metals

Useful Links
Featured Posts